
Professional Design Precision Casting Wax for Bulgaria Factories
Short Description:
Product Detail
Product Tags
Professional Design Precision Casting Wax for Bulgaria Factories Detail:
Precision Casting Wax mainly is used for precision mechanical process with zero allowance or very limited allowance. We can not adopt general casting technique, but can only adopt zero allowance casting or precision casting. Because of the product’s structure is very delicate and complex especially in bejeweled with golden and silver, such as diamond ring, brooch, earring etc.
The characteristics of precision casting wax are: good coating property, no denaturalization to be heated, good flow ability, good thermal stability, and well surface finish.
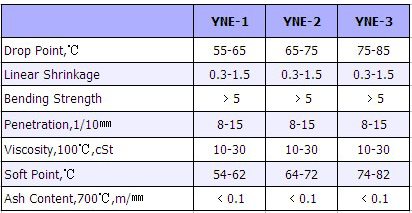
Product detail pictures:

We've been committed to offering easy,time-saving and money-saving one-stop purchasing service of consumer for Professional Design Precision Casting Wax for Bulgaria Factories, The product will supply to all over the world, such as: Israel, Kazakhstan, Mauritius, With more than 9 years of experience and a professional team, we have exported our products to many countries and regions all over the world. We welcome customers, business associations and friends from all parts of the world to contact us and seek cooperation for mutual benefits.
Link to the paper:
https://www.mkhamis.com/data/papers/abdelrahman2017chi.pdf
Conference:
ACM CHI 2017, Colorado, USA
Authors:
Yomna Abdelrahman, Mohamed Khamis, Stefan Schneegass, Florian Alt
University of Stuttgart, HCI Group, Germany,
LMU Munich, Ubiquitous Interactive Systems Group, Germany,
Abstract:
PINs and patterns remain among the most widely used knowledge-based authentication schemes. As thermal cameras become ubiquitous and affordable, we foresee a new form of threat to user privacy on mobile devices. Thermal cameras allow performing thermal attacks, where heat traces, resulting from authentication, can be used to reconstruct passwords. In this work we investigate in details the viability of exploiting thermal imaging to infer PINs and patterns on mobile devices. We present a study (N=18) where we evaluated how properties of PINs and patterns influence their thermal attacks resistance. We found that thermal attacks are indeed viable on mobile devices; overlapping patterns significantly decrease successful thermal attack rate from 100% to 16.67%, while PINs remain vulnerable (+72% success rate) even with duplicate digits. We conclude by recommendations for users and designers of authentication schemes on how to resist thermal attacks.
https://www.etrailer.com/Trailer-Coupler/Fulton/FA602000301.html
Today, were going to review part number FA602000301. This is the Fulton inline brake actuator with electric lockout for disc brakes. This Fulton trailer coupler is a hydraulic brake actuator for disc brake applications. It does have an electric reverse lockout feature, which is the solenoid, right here, located on the back. This will allow you when shift into reverse youll be able to back up your trailer without actuating the trailer brakes. This does fit a 2-inch hitch ball and does have a 6,000-pound towing capacity.
Note: Videos are provided as a guide only. Refer to manufacturer installation instructions and specs for complete information.





